

Diesen Leitfaden haben wir entwickelt, um dem Verarbeiter die Arbeit mit ASTARIGLAS® zu erleichtern.
Acrylplatten sind das wandlungsfähigste Material in der Werkstatt, da sie aufgrund ihrer Eigenschaften der verschiedenen Zwecke sehr gut geeignet sind, von feinmechanischen Komponenten bis hin zu Haushalts- und Handelsprodukten. Einige der vielen Anwendungen sind Schilder, Verglasungen, Sicherheitsschirme, Dächer, Beleuchtungskörper, medizinische- und Forschungsgeräte, Möbel und Handwerksarbeiten.
ASTARIGLAS® wird in zwei Formen hergestellt: zellgegossene Platten und extrudierte Platten. Zellgegossene Platten sind in einer großen Auswahl an Dicken und Farben erhältlich. Die extrudierte Platte ASTARIGLAS® XT ist in klar, in einer Reihe von Opalfarben und in einer begrenzten Auswahl an transparenten Farben erhältlich. Unterschiede in der Leistung von zellgegossenen und extrudierten Acrylplatten ergeben sich aus der Art des Polymers.
Die Zellgegossenen Platten weisen eine längere Molekülkette auf als das extrudierte Produkt. Diese Richtlinie macht auf Bereiche aufmerksam, in denen sich das Gebrauchsverhalten von gegossenen und extrudierten Platten unterscheiden kann, ansonsten gelten die angegebenen Informationen für beide Produkte.
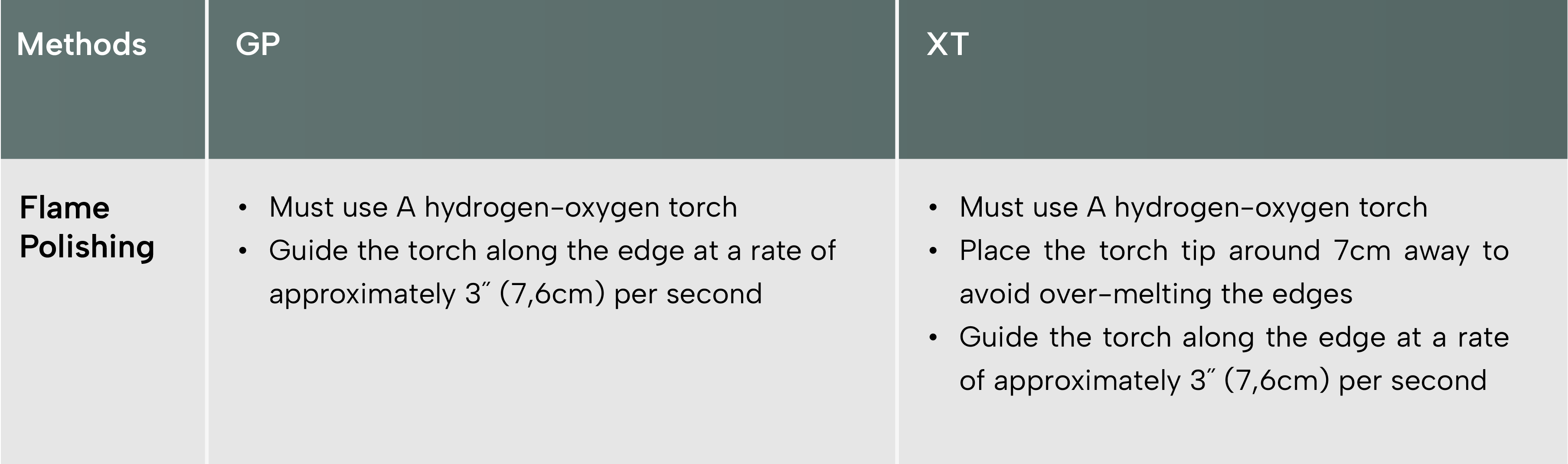
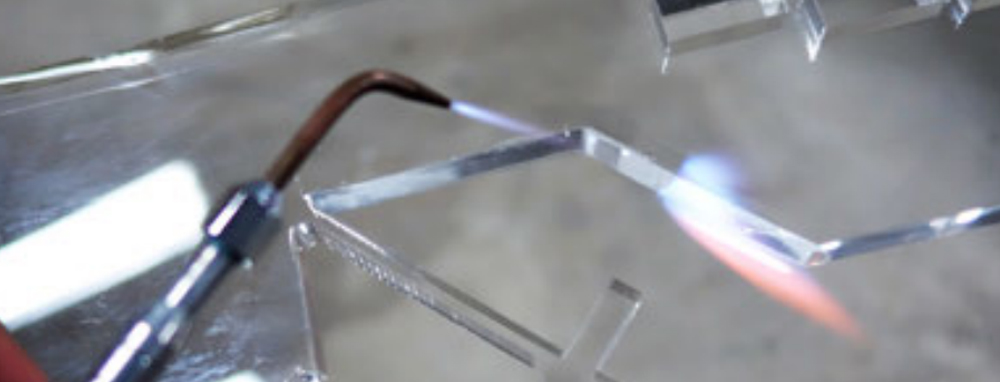
ist ein brennbares Material, mit dem offene Flammen nicht in Berührung kommen dürfen, da es zu Entzündungen kommen kann (außer bei Flammpolitur, die unter kontrollierten Bedingungen durchgeführt wird).
Im Gegensatz zu zellgegossenen Platten bilden extrudierte ASTARIGLAS® XT-Acrylplatten brennende Tröpfchen; In anderer Hinsicht verhalten sich die beiden Produkte ähnlich. Wenn ASTARIGLAS® brennt, ist seine Brenngeschwindigkeit ähnlich wie bei Harthölzern. Im Gegensatz zu Holz und ähnlichen Materialien erzeugt das Verbrennen von ASTARIGLAS® jedoch keinen Rauch und schwelt auch nach dem Löschen der Flammen nicht weiter.
Vor dem Start gibt es Möglichkeiten, ASTARIGLAS® gegossene Acrylplatten aufzubewahren. Es treten viele Probleme auf, wenn die Platte nicht sorgfältig und ordnungsgemäß gelagert werden, da sie sich verziehen könnten.
AUFBEWAHRUNG | GEBOTE UND VERBOTEDie Herstellungsverfahren der gegossene und extrudierte ASTARIGLAS®-Zellplatten unterscheiden sich grundlegend, und beide Materialien zeigen eine gewisse Schrumpfung, wenn sie auf Tiefziehtemperatur erhitzt werden. Wenn beispielsweise die zellgegossene Platte erhitzt wird, schrumpft sie während des Abkühlens. Es wird ungefähr 2% kleiner in Länge und Breite sein, mit einer merklichen Zunahme der Dicke. Beim erneuten Erhitzen tritt keine weitere Schrumpfung auf, aber diese anfängliche Schrumpfung muss berücksichtigt werden, wenn die Platte vor dem Thermoformen auf die gewünschte Abmessung vorbereitet wird.
Wenn die extrudierte Platte erwärmt wird, zeigt sie relativ mehr Schrumpfung in Extrusionsrichtung und sehr wenig quer zur Extrusionsrichtung. Es ist nicht einfach, genaue Schrumpfungszahlen der extrudierten Platte anzugeben, da diese von der Dicke und der Erwärmungszeit abhängt. Im Allgemeinen schrumpft eine 2-mm-Platte bei freier Erwärmung etwas mehr als 5 mm, typischerweise etwa 5%. Wenn Platten vor dem Erhitzen kalt in einen Rahmen eingespannt werden, wird die Schrumpfung eingeschränkt, und die Schrumpfung des Materials während des Abkühlens ist weniger wahrscheinlich.
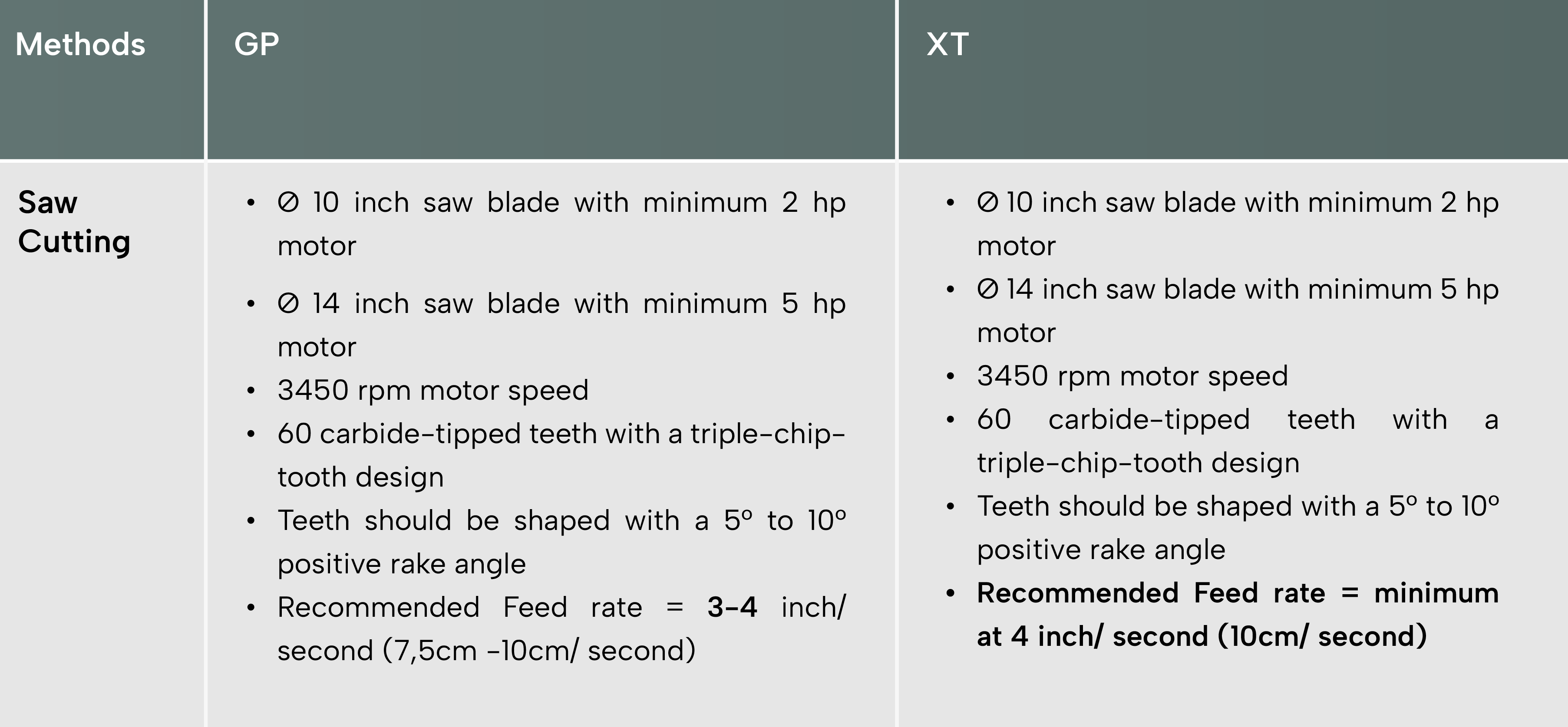
Es ist wichtig, dass das ASTARIGLAS® beim Schneiden gut gesichert ist. Dies kann durch Verwendung von Klammern erreicht werden oder in diesem Fall verwenden wir eine Handsäge mit einer Einleitung. Die Verwendung dieses Systems ermöglicht Ihnen einen geraden und gleichmäßigen Schnitt und hilft, ASTARIGLAS® niederzuhalten. Für die besten Ergebnisse verwenden Sie eine dreifache Spanklinge, die eine feine Schnittkante ergibt, die zum Polieren bereit ist, ohne dass geschliffen werden muss. Mit einer dreifachen Spanklinge erhalten Sie einen schönen, gleichmäßigen Schnitt. Dieses Ergebnis spart Ihnen Zeit, wenn Sie die Schnittkante polieren müssen.
3. BANDSÄGEBei allen Materialstärken sollten die Sägeführungen so nah wie möglich beieinander gehalten werden, um die Neigung der Sägeklinge zum Verdrehen zu verringern. Dies gewährleistet einen geraden Schnitt und eine längere Lebensdauer der Klinge. Druckluft sollte an der Kontaktstelle gerichtet werden, um das Acryl und die Klinge zu kühlen sowie die Späne zu entfernen.
4. RITZEN - BRECHENASTARIGLAS® mit einer Dicke von bis zu 5 mm kann in einer geraden Linie geschnitten werden, indem eine Oberfläche mit einer scharfen Metallnadel tief eingeritzt wird, die Platte mit der Ritzlinie nach oben geklemmt und mit der Kante einer Bank ausgerichtet wird und die Platte durch gleichmäßiges Drücken nach unten auf den freien Teil gebrochen wird. Im Allgemeinen ist das Sägen jedoch eine zuverlässigere und kontrollierbarere Methode zum Schneiden von ASTARIGLAS®.
5. LASERSCHNEIDENLaserschneiden ist ein computergesteuertes Schneidverfahren. Größere Kreativität und Präzision beim Schneiden von ASTARIGLAS® sind Vorteile dieser Methode. Es können Dicken bis zu 30 mm geschnitten werden, bei über 12 mm kommt es jedoch zu einer gewissen Qualitätsminderung der Kantenbearbeitung. Lasergeschnittene Kanten können je nach Leistung und Vorschubgeschwindigkeit einen hohen Standard mit einer Politur aufweisen, die der durch Flammpolieren erzielten entspricht.
Laserschneiden ist ein computergesteuertes Schneidverfahren. Größere Kreativität und Präzision beim Schneiden von ASTARIGLAS® sind Vorteile dieser Methode. Es können Dicken bis zu 30 mm geschnitten werden, bei über 12 mm kommt es jedoch zu einer gewissen Qualitätsminderung der Kantenbearbeitung. Lasergeschnittene Kanten können je nach Leistung und Vorschubgeschwindigkeit einen hohen Standard mit einer Politur aufweisen, die der durch Flammpolieren erzielten entspricht.
 b. COMPUTERGESTEUERTE MASCHINEN (COMPUTERIZED NUMERICAL CONTROL MACHINES)
b. COMPUTERGESTEUERTE MASCHINEN (COMPUTERIZED NUMERICAL CONTROL MACHINES)
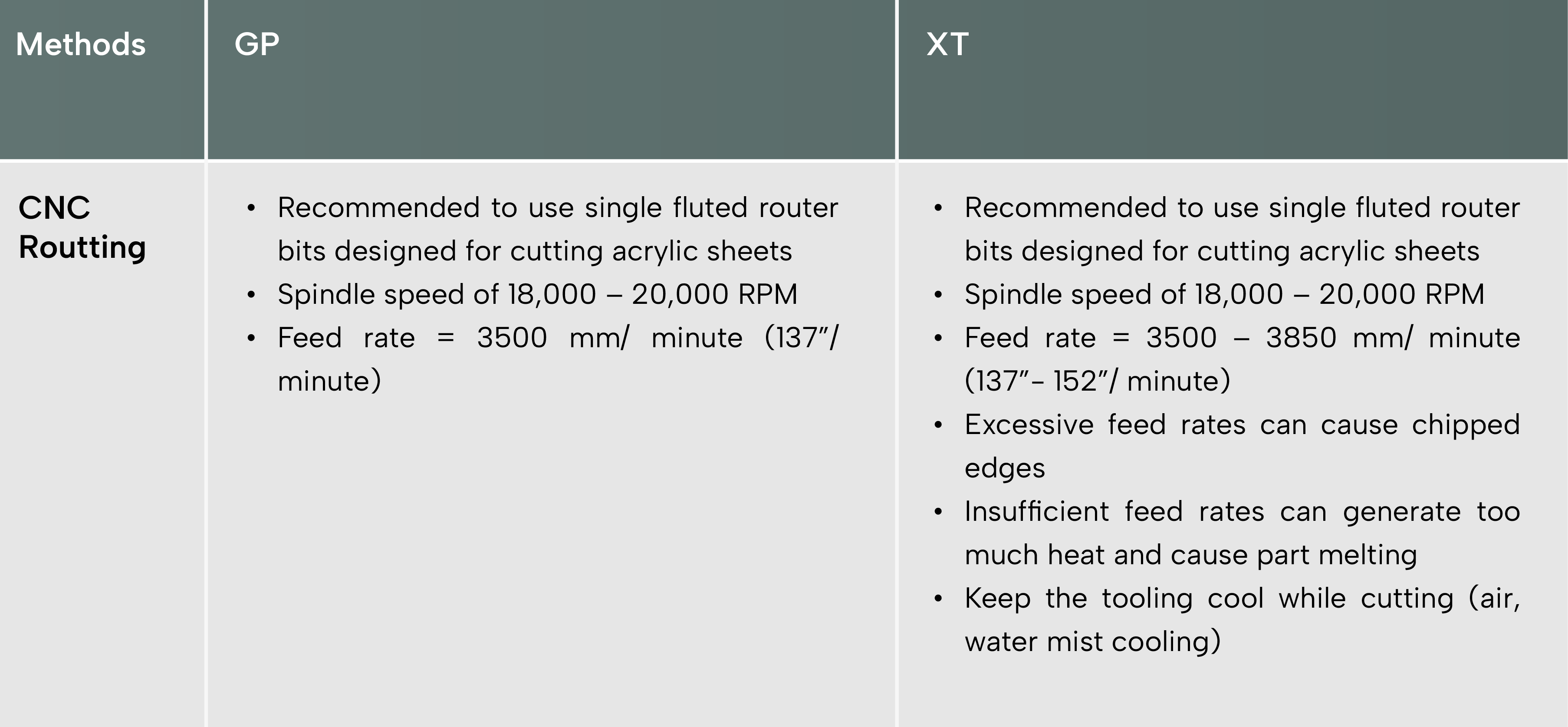
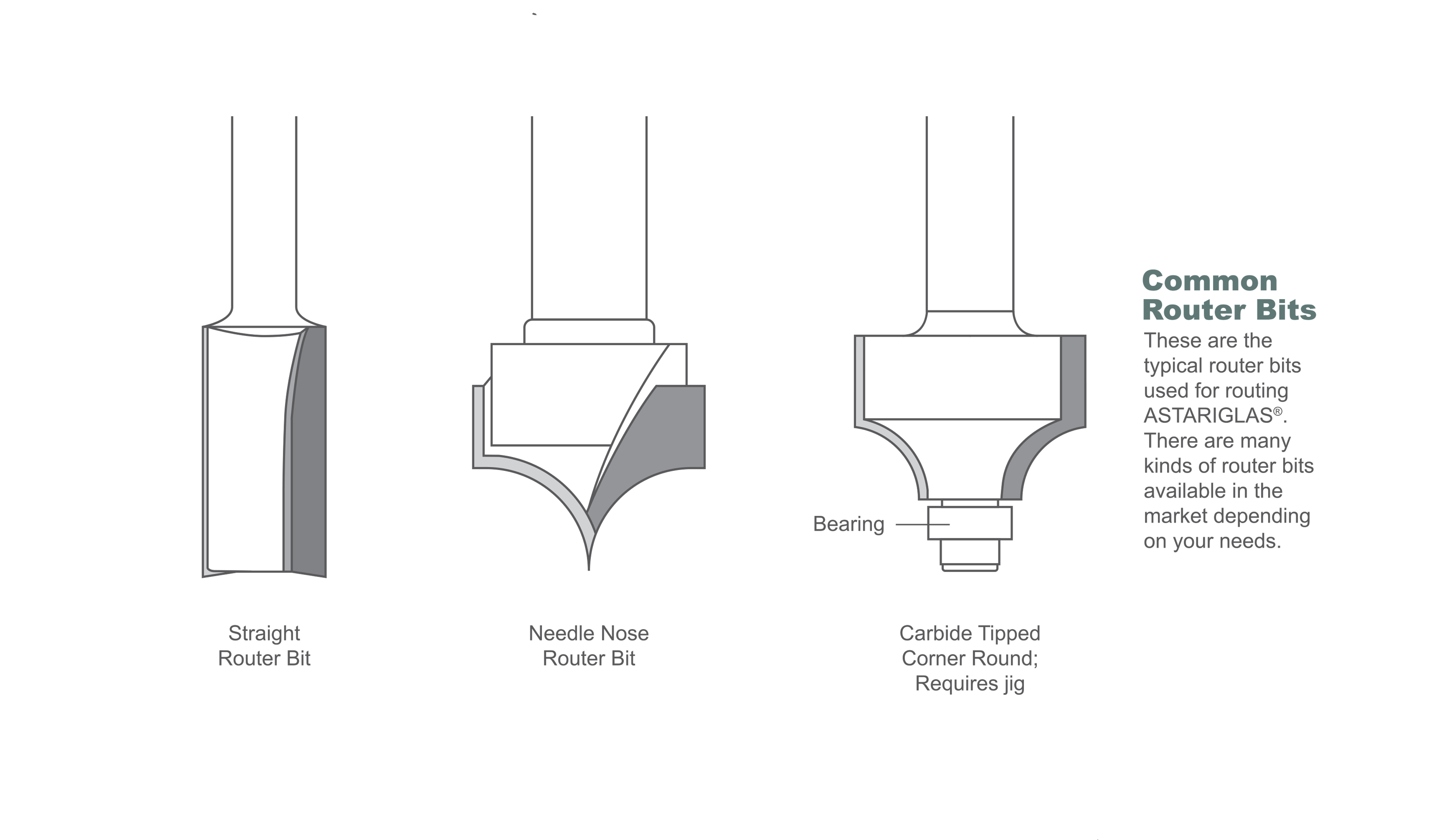
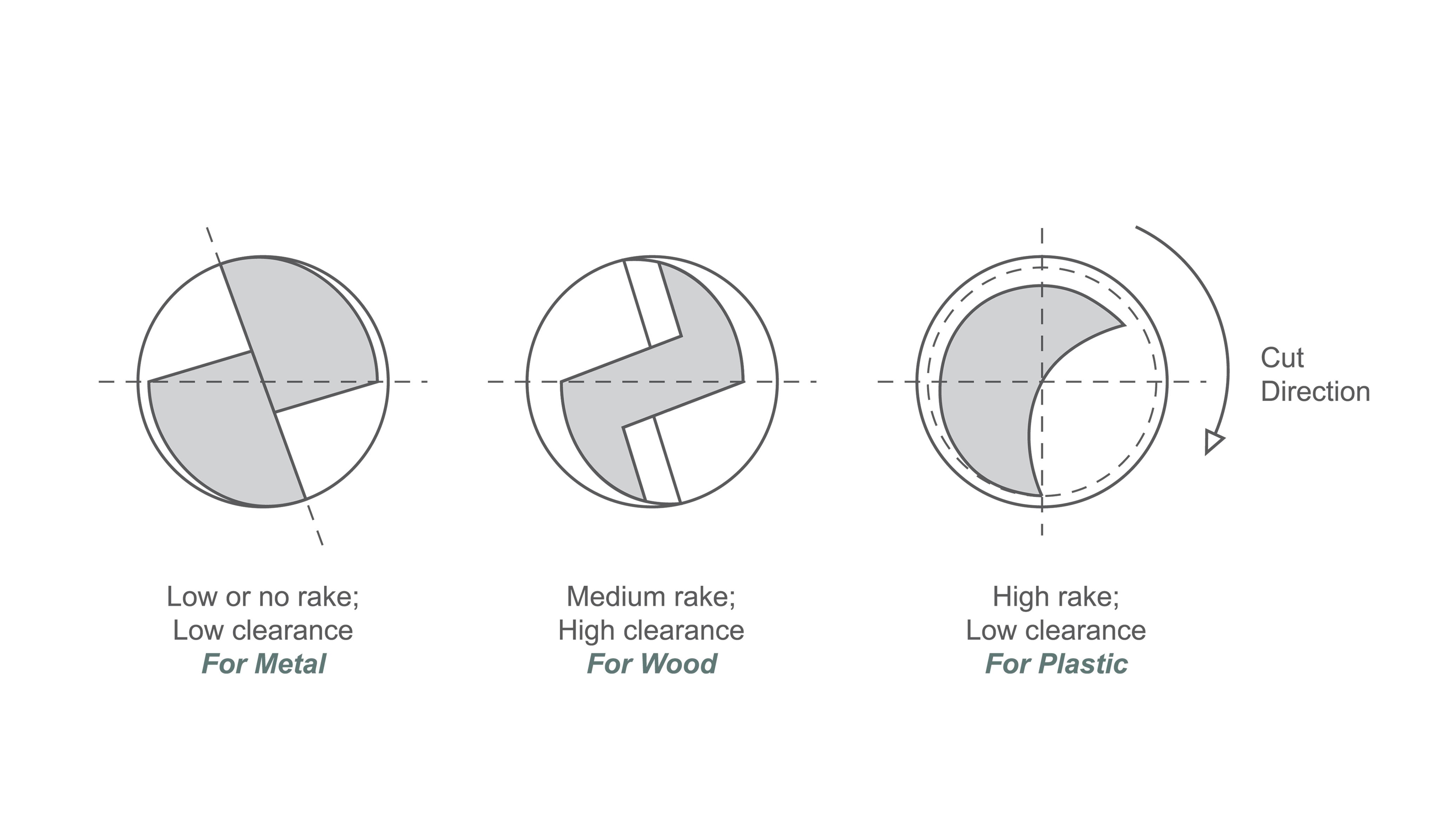
CNC-Maschinen sind von mehreren Herstellern für die Großseriensproduktion erhältlich. Heutzutage gibt es viele Unternehmen, die CNC-Fräser herstellen, die Industrien bedienen, die Holz-, Metall- und Kunststoffprodukte herstellen. Infolgedessen steht eine Vielzahl von Maschinendesigns für unterschiedliche Arbeitsanforderungen zur Verfügung. Es wird dringend empfohlen, zum Schneiden von ASTARIGLAS® einen Fräser mit hohem Rechen und geringem Abstand zu verwenden.
 7. HOBELN
7. HOBELN
Das Hobeln von ASTARIGLAS® kann einfach sein, solange Sie einige Millimeter Toleranz angeben. Ein Hobel ist ein Werkzeug, das sich mit hoher Geschwindigkeit dreht, die Acrylkante abkratzt und bei richtiger Anwendung gute Ergebnisse liefert. Sie müssen die Kante nach dem Hobeln von ASTARIGLAS® nicht schleifen, einfach abwischen und die Platten sind bereit zum Kleben, Hand- oder Flammpolieren. Hobeln ist einer der schnellsten Wege, um ASTARIGLAS® ein tolles Finish zu verleihen.
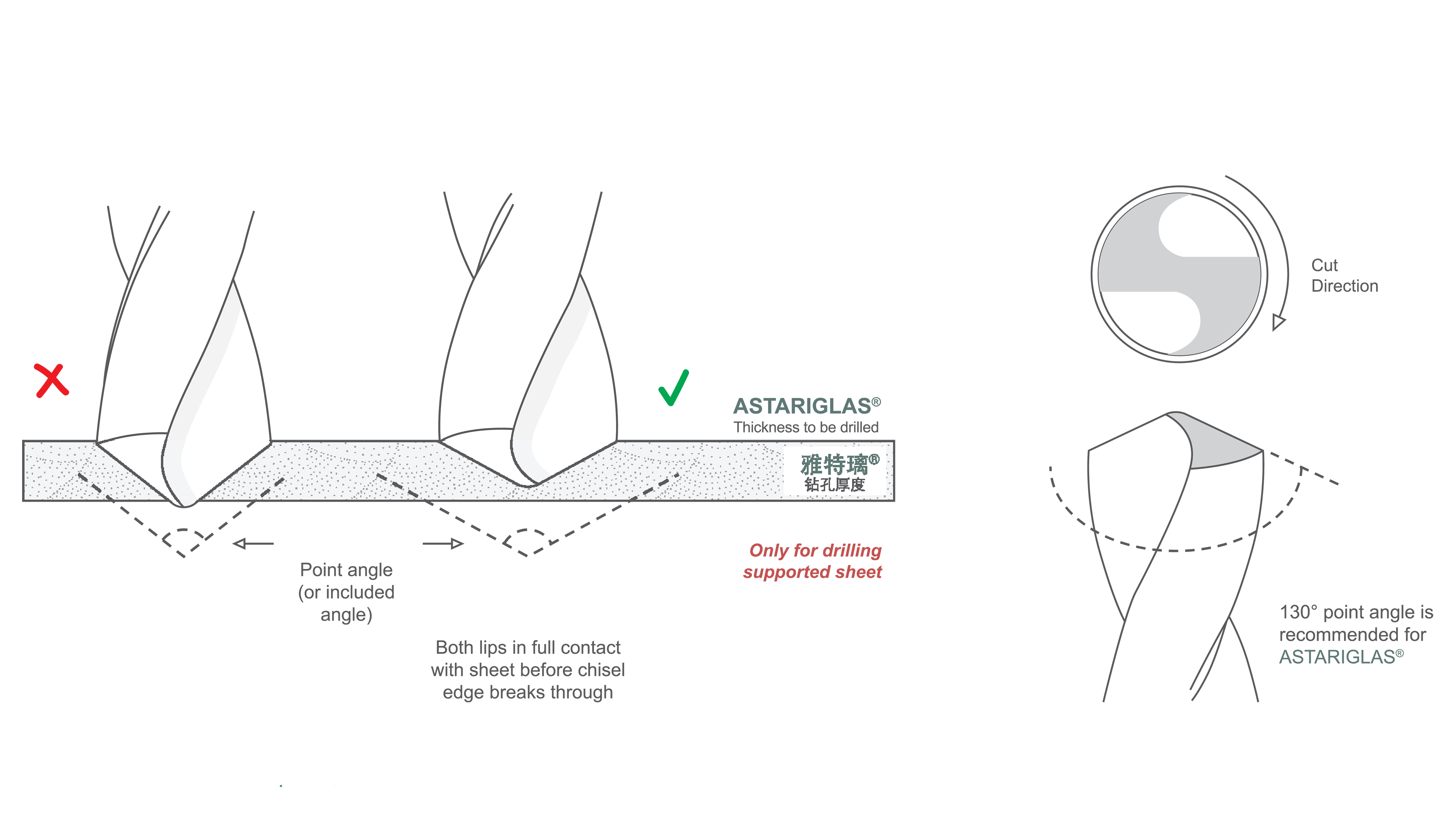
8. BOHRENDas Bohren von ASTARIGLAS® kann schwierig sein, aber wenn Sie sich Zeit nehmen und den richtigen Bohrer verwenden, werden Sie Erfolg haben. Sie müssen ASTARIGLAS® jederzeit unterstützen und die während des Prozesses erzeugte Wärme auf ein Minimum reduzieren, damit sich das Acryl beim Bohren nicht verbiegt und ein gut verarbeitetes Ergebnis erzielt wird. Sie können die Hitze reduzieren, indem Sie Kühlmittel auftragen, die Bohrgeschwindigkeit und die Vorschübe anpassen. Beim Bohren von dünner Platte muss der standardmäßig enthaltene Winkel der Spitze möglicherweise geändert werden, um sicherzustellen, dass die gesamte Schneide mit ASTARIGLAS® in Kontakt ist, bevor die Spitze die Platte durchbricht. Wenn diese Vorsichtsmaßnahme vernachlässigt wird, entsteht ein unwahres Loch. Es ist wichtig, dass die Bohrspitze die Rückfläche erst durchdringt, wenn die Bohrgänge in die Oberseite eingedrungen sind. Dies verringert die Wahrscheinlichkeit, dass der Bohrer beim Durchbrechen am Acryl reißt und somit Kerben auf der Rückseite erzeugt.
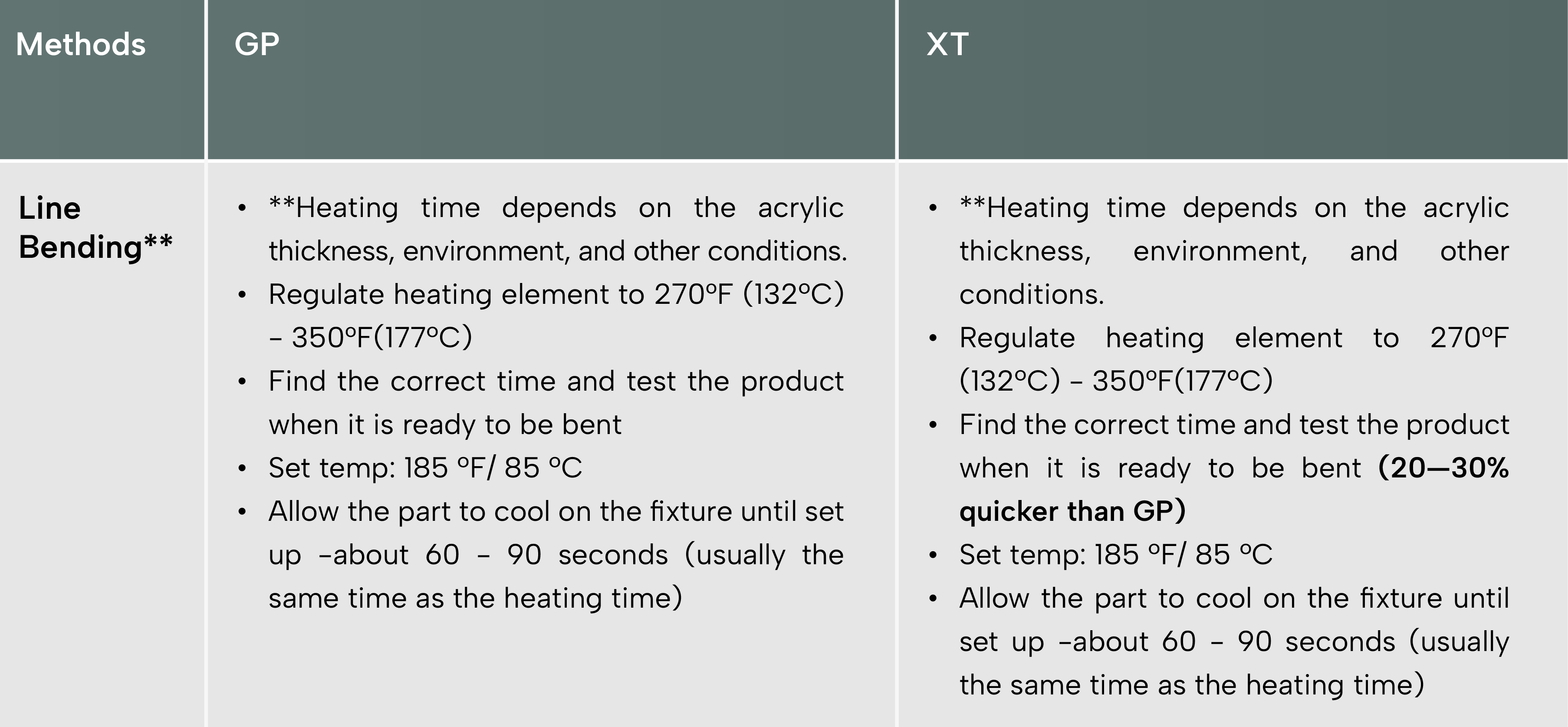
Linienbiegen ist ein Verfahren zum Biegen von Acryl in einer geraden Linie. Es ist ein sehr einfacher Prozess, bei dem ASTARIGLAS® in einer geraden Linie erhitzt wird, bis es sich leicht biegen lässt.
HEIZUNGJe nach ASTARIGLAS®-Dicke stehen drei Arten von Heizgeräten zur Auswahl:
A. GERADE NICHROM-WIDERSTANDSDRAHTHEIZUNG C. STRAHLENDE QUARZROHRHEIZUNGEN
C. STRAHLENDE QUARZROHRHEIZUNGEN
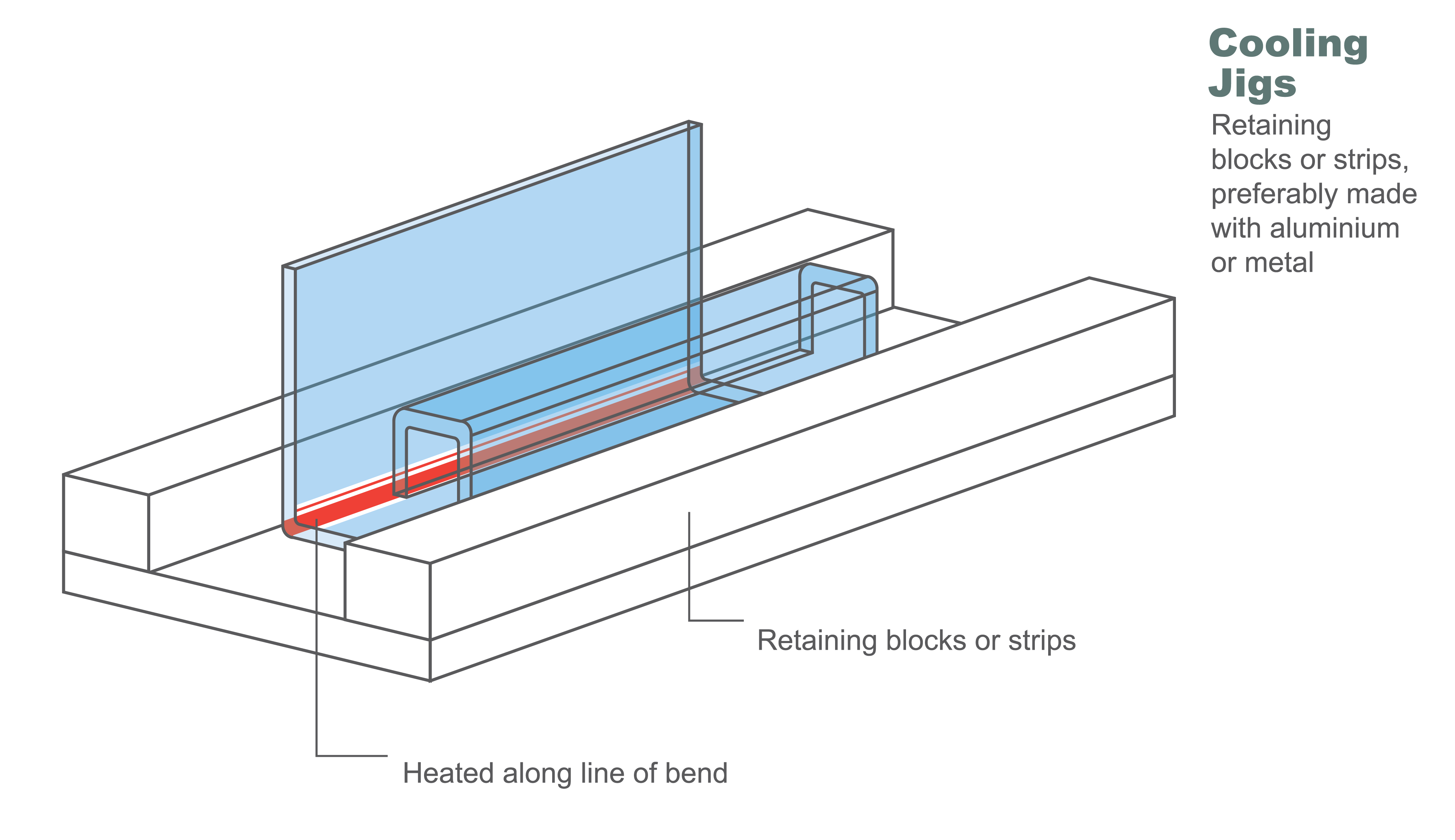
Eine Kühlvorrichtung sorgt dafür, dass Ihre Biegung im richtigen Winkel steht und verhindert, dass das Teil in seine ursprüngliche Form "zurückspringt". Links befindet sich eine Allzwecklehre für 90 ° -Kurven. Sie können es an das Teil anpassen. Eine Kühlvorrichtung, die beiden Seiten der erhitzten Platten der Luft aussetzt (rechts), beschleunigt die Abkühlung und reduziert Spannungen. Die Platte federt beim Loslassen leicht zurück, so dass sie etwas weiter gebogen werden muss, als sie im fertigen Artikel erforderlich ist. ASTARIGLAS® kann entlang der Heizlinie schrumpfen, daher ist bei schmalen Flanschen mit einer gewissen Durchbiegung zu rechnen.
 SCHARFE LINIENBIEGUNGEN
SCHARFE LINIENBIEGUNGEN
Für scharfe Linienbiegungen ohne Durchbiegung ist es eine gute Idee, die Platte, wie oben gezeigt, mit einer V-Nuten breitzustellem. Verwenden Sie einen V-Falzfräser oder eine Tischkreissäge; Machen Sie zwei gegenüberliegende 45 ° -Schnitte. Um einen größeren Faltradius zu erhalten, machen Sie den Schnitt ungefähr 1/3 der Blechdicke, und um eine schärfere Linienbiegung zu erhalten, schneiden Sie die V-Nut tiefer. Das V-Nuten der Platte reduziert den Materialquerschnitt an der Biegestelle, reduziert Spannungen und erleichtert das Biegen. Eine Drahtheizung unter dem Schnitt hilft dabei, eine scharfe Winkelbiegung ohne Durchbiegungen oder Durchbiegungen zu erzeugen.
THERMOFORMEN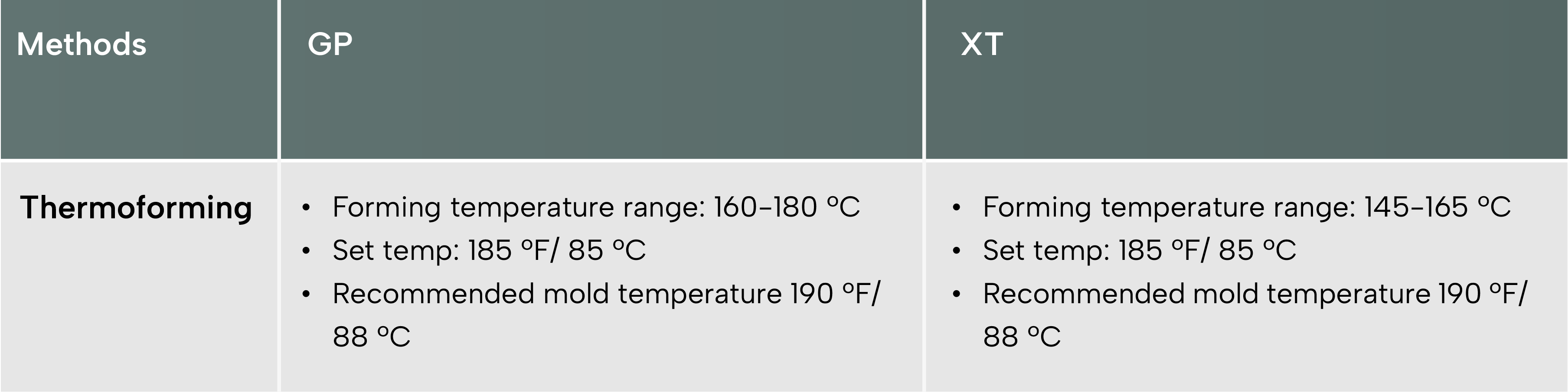
Eine weitere Möglichkeit, ASTARIGLAS® zu formen, ist das Thermoformen. Es ist ein Herstellungsprozess, bei dem eine Kunststofffolie auf eine biegsame Umformtemperatur erhitzt, in einer Form zu einer bestimmten Form geformt und zugeschnitten wird, um ein verwendbares Produkt zu schaffen. Die Blatttemperatur ist kritisch. Wenn es nicht ausreichend erhitzt wird, erhält die Platte keine gute Teildefinition, zu heiß und das Acryl nimmt Markierungen von kleinen Unvollkommenheiten in der Form auf. Die Werkzeugtemperatur ist auch wichtig für eine gute Teiledefinition und für eine allmähliche Abkühlung, um Spannungen und Risse zu minimieren, wenn ASTARIGLAS® zum ersten Mal auf Tiefziehtemperatur erhitzt wird, schrumpft es nach dem Abkühlen in Länge und Breite um 2% kleiner und um etwa 4% dicker. Wird die Platte anschließend wieder erwärmt, tritt keine weitere Veränderung auf. Beim Zuschneiden von ASTARIGLAS® vor dem Thermoformen sollten einige Anpassungen und Zugaben vorgenommen werden.
Die Endbearbeitung von ASTARIGLAS® kann durch Polieren einer behandelten Acryloberfläche erreicht werden. Es gibt mehrere Schritte, um die ASTARIGLAS®-Oberfläche zu buffen oder zu polieren:
Das Polieren von ASTARIGLAS®-Kanten mit einer Polierscheibe hat den gleichen Vorgang wie das Polieren von Acryloberflächen. Die Kanten müssen bis zu einem bestimmten Grad geschliffen werden, bevor die Schwabbelscheiben verwendet werden.
Sie können Seifenlösung verwenden, um Schmutz, Öl oder Fett auf dem Blatt zu entfernen.