

Abbiamo sviluppato questa linea guida per semplificare il lavoro del fabbricante ASTARIGLAS®.
La lastra di acrilico è un materiale molto versatile dal momento che le sue proprietà la rendono particolarmente adatta ai molteplici scopi, dai componenti di ingegneria di precisione ai prodotti domestici e commerciali. Alcune delle numerose applicazioni sono segnali, vetri, schermi di sicurezza, coperture, apparecchi di illuminazione, apparecchi medici e di ricerca, mobili e lavori di artigianato.
ASTARIGLAS® è prodotto in due formati: lastra di acrilico colato a celle e lastra di acrilico estruso. La lastra di acrilico colato è disponibile in una vasta gamma di spessori e colori. La lastra di acrilico estruso ASTARIGLAS® XT, è disponibile in versione trasparente, in una gamma di colori opale e in una gamma limitata di colori con trasparenza.
Le differenze nelle prestazioni tra le lastre di acrilico colato a celle e le lastre
di acrilico estruso derivano dalla natura del polimero. Rispetto al prodotto astruso, la lastra di acrilico colato a celle possiede una catena molecolare più estesa. Questa linea guida si focalizza sul comportamento delle lastre di acrilico colato ed estruso nei settori in cui queste possono differire. Le informazioni fornite si applicano a entrambi i prodotti.
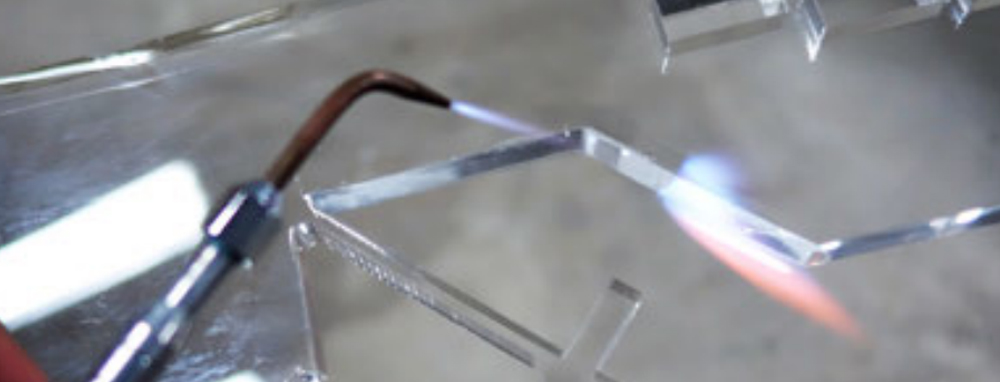
ASTARIGLAS® è un materiale combustibile, per questo motivo le fiamme libere non devono entrare in contatto con esso (tranne nel caso della lucidatura a fiamma che viene eseguita in condizioni controllate).
A differenza delle lastre di acrilico colato in celle, le lastre di acrilico estruso ASTARIGLAS® XT formano gocce incandescenti; per il resto, i due prodotti si comportano in modo simile. Quando ASTARIGLAS ® brucia, la sua rapidità di combustione è simile a quella del legno duro. Tuttavia, a differenza del legno e di materiali similari, la combustione di ASTARIGLAS® non produce fumo e non continua a bruciare allo spegnimento delle fiamme.
Le lastre di acrilico MASKING ASTARIGLAS ® GP sono forniti con un film di protezione in carta o polietilene. Le lastre di acrilico ASTARIGLAS ® XT sono dotate di film di protezione in polietilene. La protezione in carta potrebbe essere difficile da rimuovere se conservato per lunghi periodi di tempo.
Questo film permette di prevenire graffi accidentali nel corso delle normali operazioni di manipolazione e fabbricazione e deve essere mantenuta in posizione per la maggior parte delle procedure di taglio e lavorazione.
Benché questo film fornisca un grado significativo di protezione contro i danni superficiali, il produttore deve evitare di far scorrere i fogli l'uno sull'altro o lungo superfici ruvide. Prima di procedere alla termoformatura, la protezione deve essere rimossa da entrambi i lati della lastra. L'aderenza della carta coprente sulla lastra di acrilico ASTARIGLAS ® GP potrebbe aumentare nel tempo, rendendo difficile lo smascheramento.
Ti suggeriamo di adoperare prima le scorte più vecchie. Le lastre acquistate di recente devono essere posizionate dietro le lastre più vecchie nel rack di stoccaggio.
Prima di iniziare, avrai a tua disposizione diversi i metodi di conservazione delle lastre ASTARIGLAS®. Sono numerosi i problemi che si verificano quando i fogli non vengono conservati con attenzione e correttamente, dal momento che questi potrebbero deformarsi.
CONSERVAZIONE | COSE DA FARE E DA NON FAREI processi di produzione delle lastre di acrilico colato in celle e delle lastre in acrilico estruso ASTARIGLAS ® sono fondamentalmente differenti ed entrambi i materiali presentano un certo restringimento quando sono sottoposte a termoformatura. Ad esempio, quando la lastra in acrilico colato in celle è esposta ad alte temperature, questa si restringe durante il raffreddamento.
Si parla di un restringimento del 2% in lunghezza e in larghezza, con un notevole aumento dello spessore. Nessun ulteriore restringimento si verificherà durante la fase di riscaldamento, tuttavia tale eventualità deve essere presa in considerazione quando si predispone una lastra nella dimensione desiderata prima della termoformatura.
Quando la lastra in acrilico estruso è sottoposta a riscaldamento, evidenzierà un maggiore restringimento nella zona di estrusione e minore nella direzione di estrusione. Non è semplice fornire una stima esatta del processo di restringimento della lastra di acrilico estruso perché ciò dipenderà dallo spessore e dal tempo di riscaldamento. Generalmente, una lastra dello spessore di 2 mm si restringe maggiormente rispetto ad una lastra di 5 mm. Si parla di una percentuale del 5% circa. Quando le lastre sono fissate a freddo in un telaio prima del riscaldamento, vi è una probabilità minore che il restringimento abbia luogo.
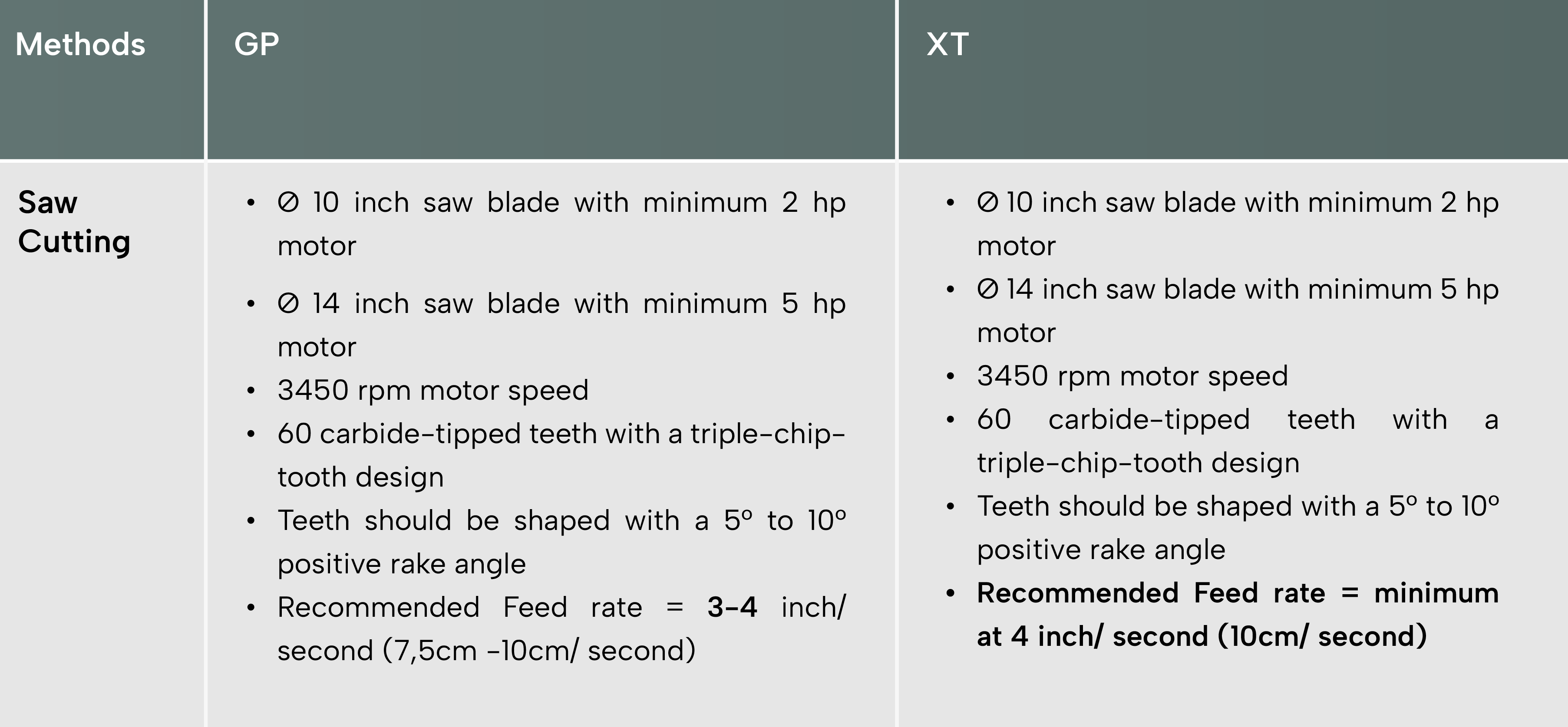
È fondamentale che le lastre ASTARIGLAS® siano fissate adeguatamente durante il taglio. Potrai fissarle adoperando morsetti oppure una guida nel caso di una sega manuale. L'impiego di questo sistema ti permetterà di ottenere un taglio dritto e uniforme. Per ottenere un risultato migliore, adoperare una lama Triple Chip; in questo modo otterrai un bordo sottile pronto per essere lucidato e non sarà necessaria alcuna levigatura. Adoperando una lama Triple Chip, otterrai un bellissimo taglio uniforme. Questo risultato ti farà risparmiare tempo, nel caso in cui abbia bisogno di lucidare il bordo appena tagliato.
3. SEGA A NASTROUntuk semua jenis ketebalan, band saw harus dijaga sedekat mungkin untuk mengurangi kecenderungan mata pisau berputar. Hal ini untuk memastikan pemotongan lurus dan ketajaman pisau bisa bertahan lama. Udara terkompresi harus diarahkan ke titik kontak untuk mendinginkan akrilik dan bilah, serta untuk membersihkan serpihan.
4. PUNTA DI METALLOLa lastra ASTARIGLAS® fino ad un massimo di 5mm di spessore può essere tagliata in linea retta incidendo in profondità la superficie con una punta affilata di metallo. Tenendo la lastra fissa, sarà necessario fare pressione verso il basso per ottenere una rottura. In generale, tuttavia, la segatura è senz'altro il metodo più affidabile e gestibile per ottenere un buon risultato di taglio.
5. TAGLIO LASERIl taglio laser è un metodo di taglio controllato dal computer. Maggiore creatività e precisione nel taglio di ASTARIGLAS® sono i vantaggi di questo metodo. È possibile tagliare spessori fino a 30 mm, anche se vi è una certa riduzione nella qualità della finitura del bordo oltre i 12 mm. I bordi tagliati al laser possono essere di alto livello con una lucidatura uguale a quella prodotta dalla lucidatura a fiamma a seconda della potenza e della velocità di avanzamento.
 b. MACCHINE A CONTROLLO NUMERICO COMPUTERIZZATO (CNC)
b. MACCHINE A CONTROLLO NUMERICO COMPUTERIZZATO (CNC)
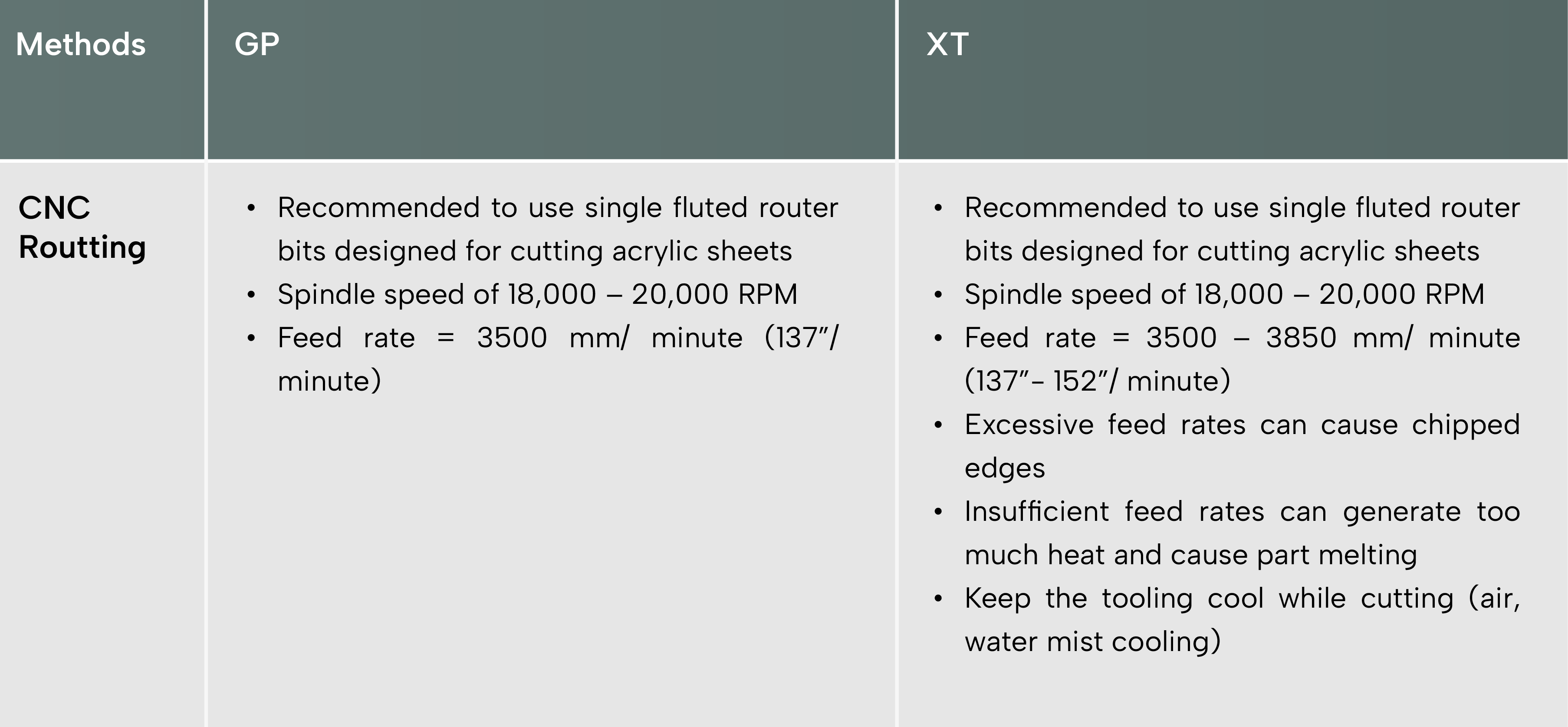
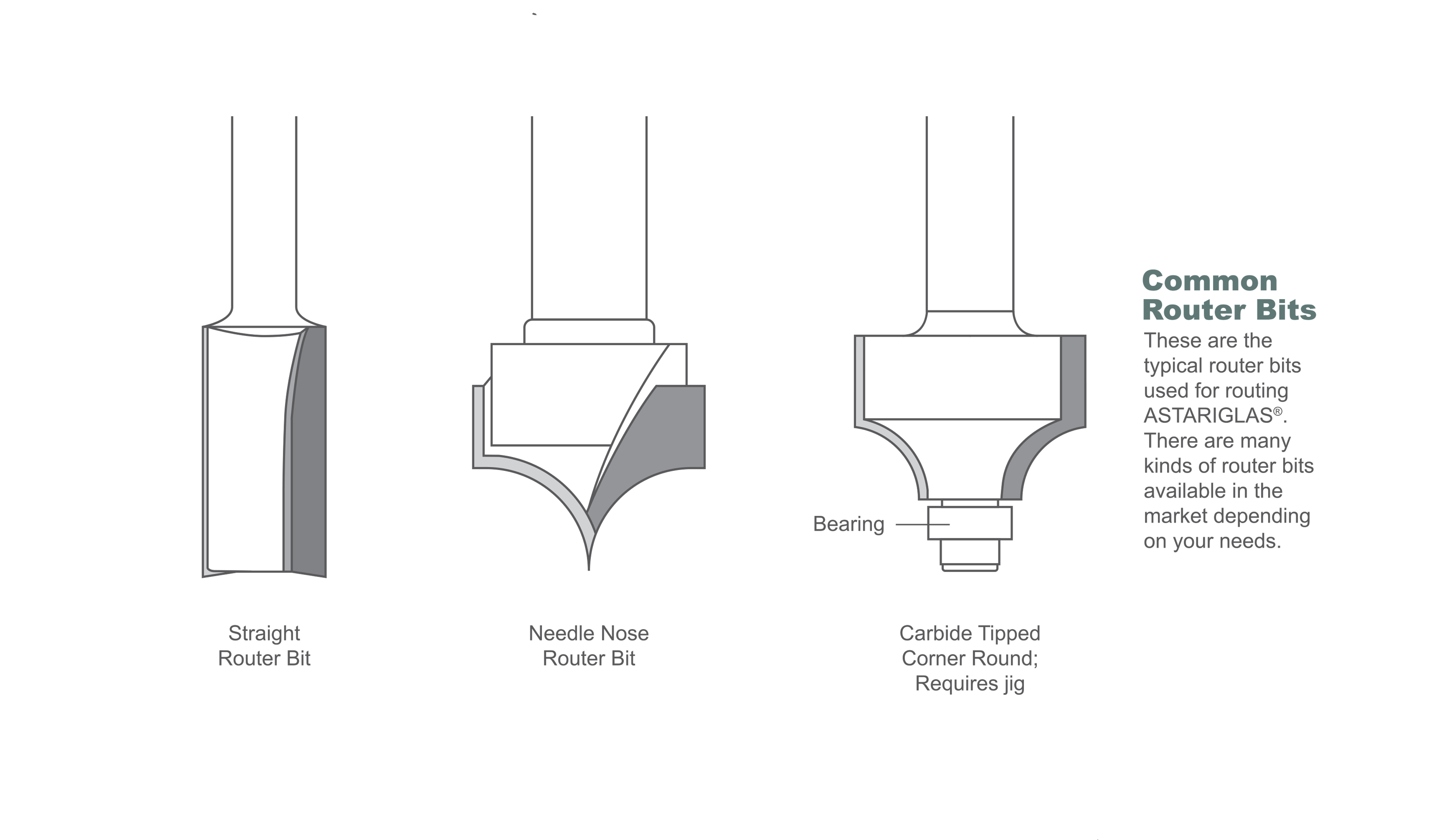
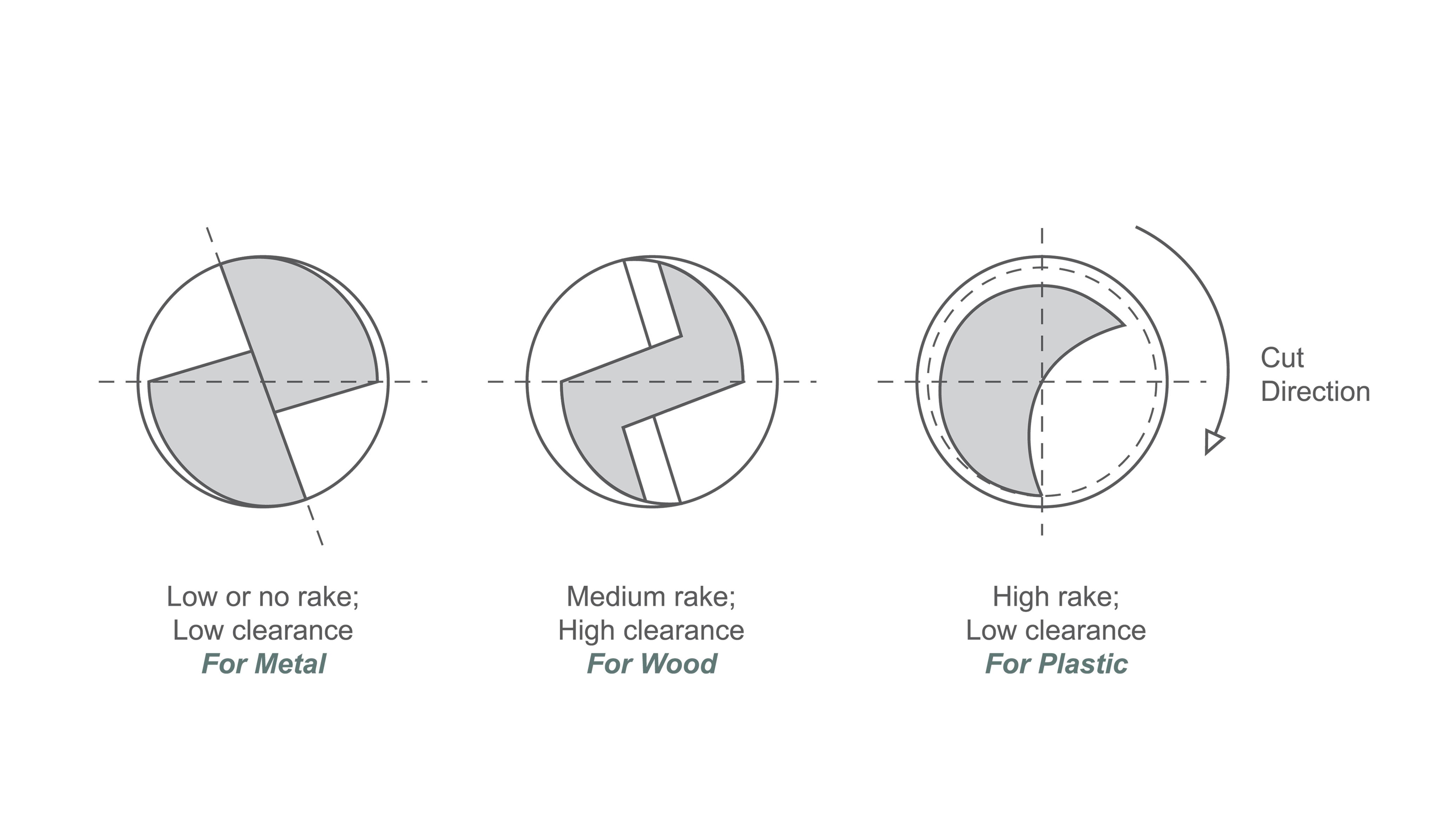
Le macchine CNC sono fornite da diversi produttori per la produzione di materiali di grandi volumi. Oggigiorno, sono numerose le aziende che producono macchine CNC per fabbriche di prodotti in legno, metallo e plastica. Di conseguenza, sono disponibili una vasta gamma di macchinari in grado di soddisfare le diverse esigenze di lavoro. Per tagliare le lastre ASTARIGLAS® si consiglia vivamente di adoperare una fresa verticale alta e bassa distanza.
 7. PIALLATURA
7. PIALLATURA
Piallare una lastra ASTARIGLAS® può essere semplice purché vi si conceda una tolleranza di qualche millimetro. Una pialla è uno strumento che ruota ad alta velocità, in grado di raschiare il bordo della lastra di acrilico e, se usata correttamente, è in grado di offrire ottimi risultati. Non sarà necessario levigare il bordo dopo averlo piallato. Dovrai solo pulire e le lastre saranno pronte per l'incollaggio, la lucidatura a mano o la lucidatura a fiamma. La piallatura è uno dei modi più veloci per dare ad ASTARIGLAS® un'ottima finitura.
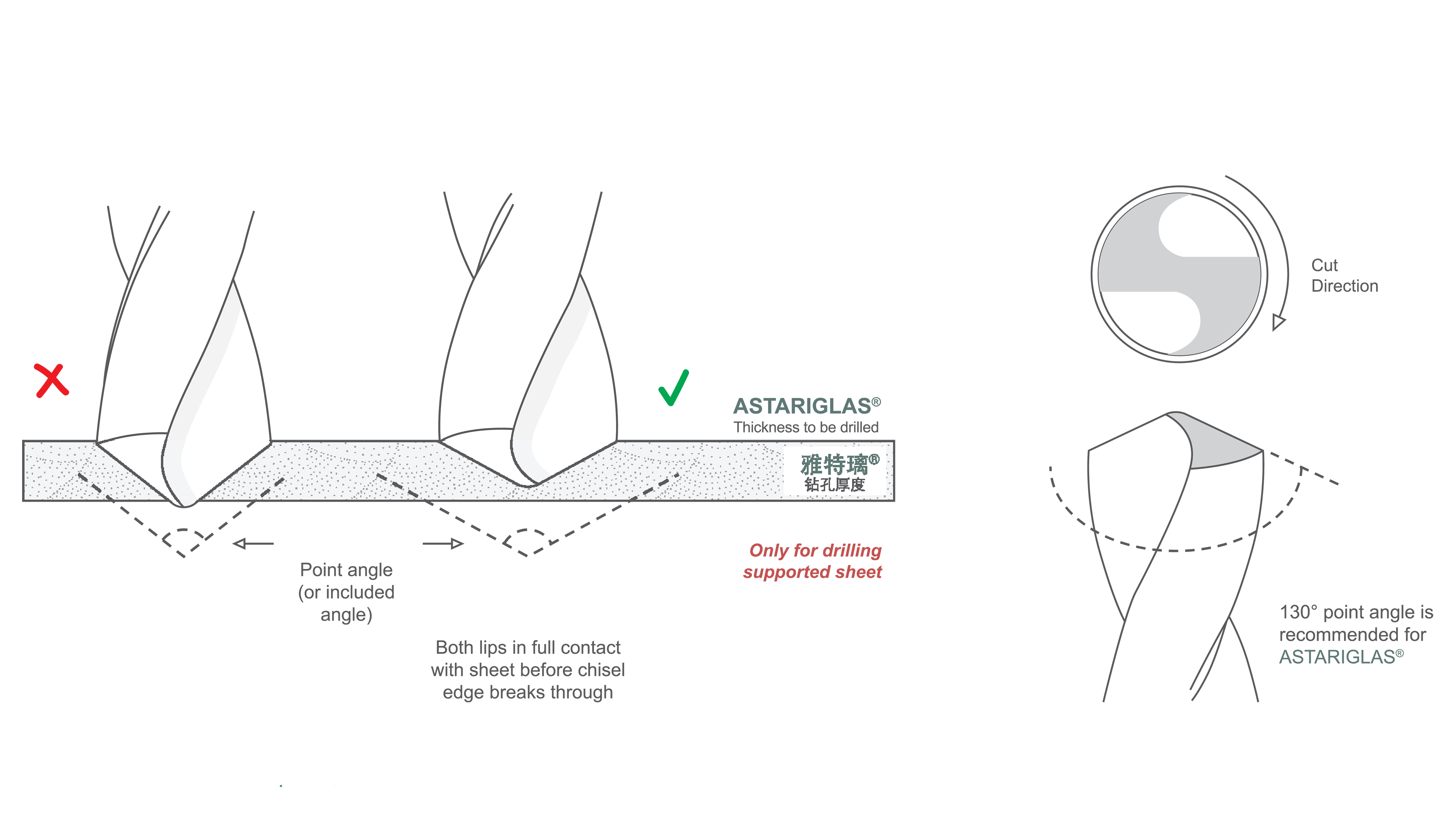
8. FORATURALa perforazione delle lastre ASTARIGLAS® può essere difficile, tuttavia se ha a disposizione del tempo e si utilizza la punta giusta, tale operazione potrebbe andare a buon fine. Poggiare le lastre ASTARIGLAS® su un supporto e ridurre al minimo il calore generato durante il processo; ciò impedirà all'acrilico di piegarsi durante la perforazione. È possibile ridurre il calore applicando del refrigerante, regolando la velocità di perforazione e alimentazione. Durante la foratura di lastre sottili, l'angolazione della manovra potrebbe richiedere delle modifiche per garantire che la lama sia interamente a contatto con la lastra. Ciò ne impedirà la rottura. Omettendo questa precauzione, la foratura potrebbe risultare incorretta. È fondamentale che la punta di perforazione non penetri nella superficie posteriore fino a quando l'elica di perforazione non sia entrata nella superficie superiore. Ciò ridurrà le probabilità che la perforatrice si aggrappi alla lastra di acrilico durante la fase di perforazione e quindi generi tacche sulla superficie posteriore.
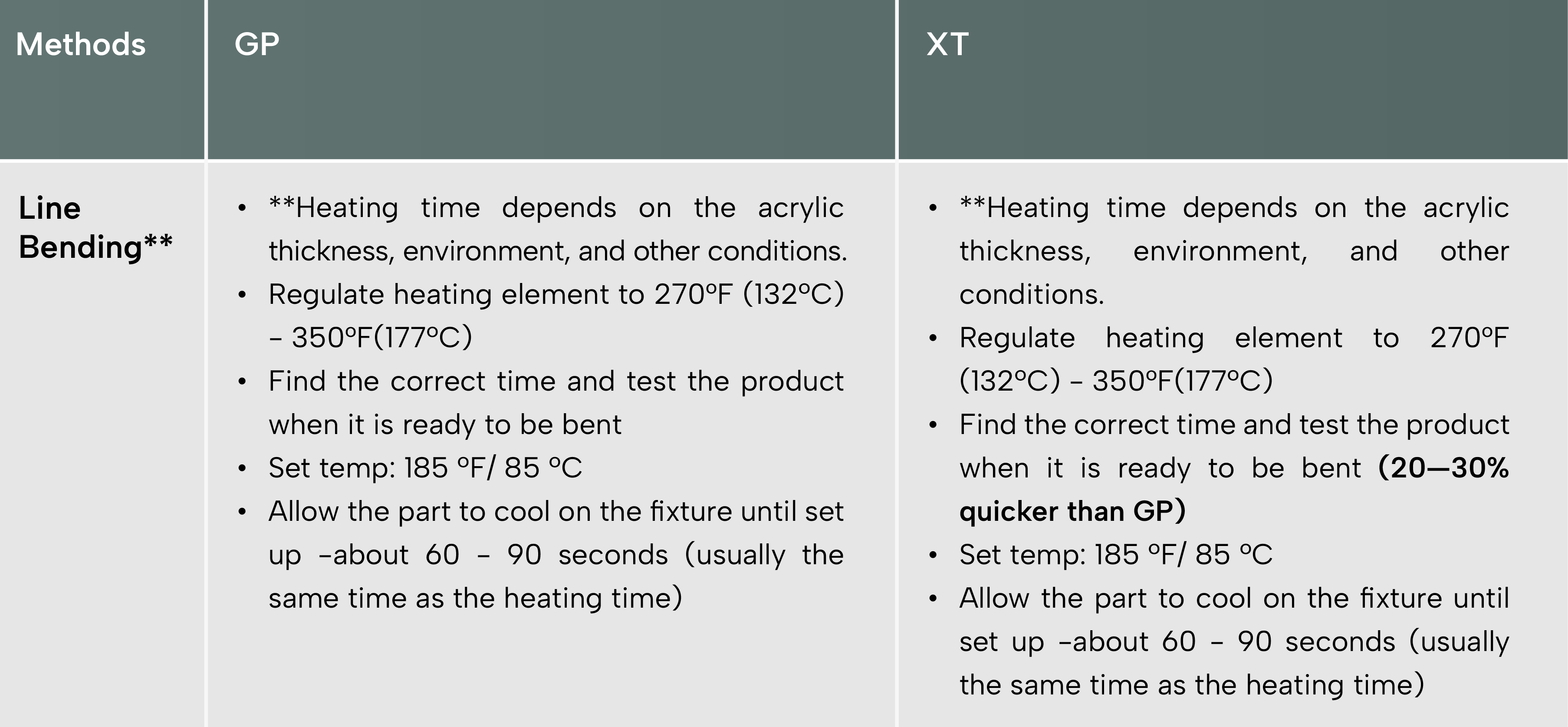
La curvatura è un processo che consiste nella piegatura dell'acrilico in una linea retta. È un processo molto semplice che consiste nel riscaldare la lastra ASTARIGLAS® in linea retta fino a quando questa non si piega.
RISCALDATORIA seconda dello spessore delle lastre ASTARIGLAS® è possibile scegliere tre tipi di riscaldamento:
A. RISCALDATORE A FILO DI RESISTENZA BICROMATICA DRITTO C. RISCALDATORI RADIANTI A TUBI DI QUARZO
C. RISCALDATORI RADIANTI A TUBI DI QUARZO
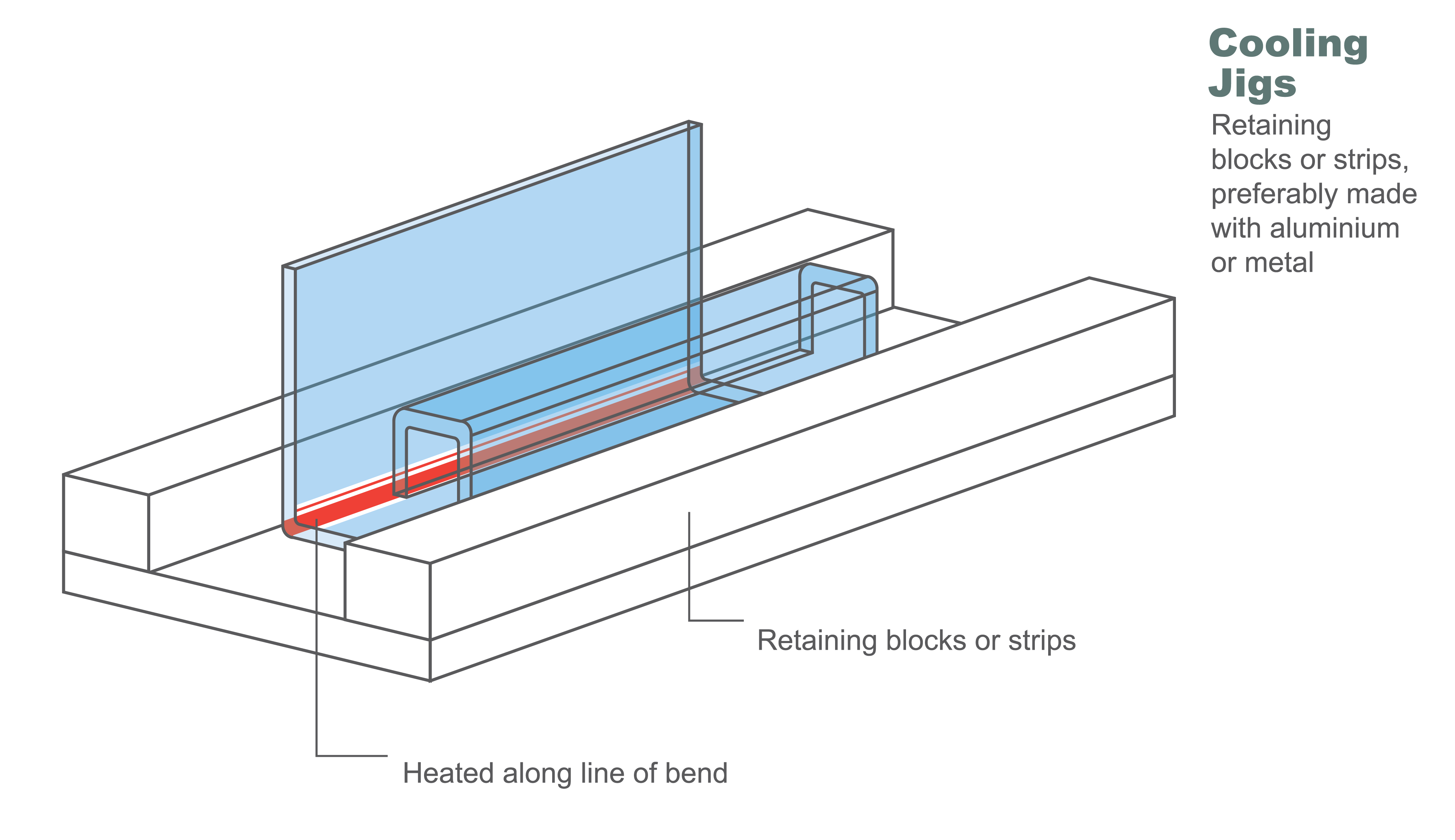
Una dima di raffreddamento assicura che la curva abbia l'angolazione corretta e impedisca al pezzo di "tornare indietro" nella sua forma originale. Sulla sinistra, una dima multiuso per curve a 90°. È possibile apportare delle modifiche per adattarla alla parte. Una dima di raffreddamento che espone entrambi i lati della lastra riscaldata all'aria (a destra) accelererà il raffreddamento e ridurrà le sollecitazioni. La lastra si solleva leggermente quando viene rilasciata, quindi deve essere piegato leggermente oltre di quanto richiesto dall'articolo finito. La lastra ASTARIGLAS® può restringersi lungo la linea di riscaldamento, quindi ci si può aspettare qualche incurvatura in presenza di flange strette.
 CURVE A LINEA NETTA
CURVE A LINEA NETTA
Un altro modo di modellare le lastre ASTARIGLAS® è la termoformatura. Si tratta di un processo di produzione in cui un foglio di plastica viene riscaldato a una temperatura di formatura flessibile, creato a una forma specifica in uno stampo e tagliato per creare un prodotto utilizzabile. La temperatura della lastra è fondamentale. Se non riscaldata abbastanza, la lastra non acquisirà una buona definizione; se troppo calda, la lastra riporterà delle imperfezioni di minore entità nello stampo. La temperatura dello stampo è fondamentale anche per una buona definizione delle parti e per fornire un raffreddamento graduale riducendo al minimo lo stress e la rottura. Quando si sottopone le lastre ASTARIGLAS® a riscaldamento per la prima volta alla temperatura di termoformatura, queste si restringono al 2% dopo il raffreddamento sia in lunghezza che in larghezza e diventano circa il 4% più spesse. Se la lastra viene sottoposta ad un successivo riscaldamento, non si verificano ulteriori modifiche. Prima del processo di termoformatura, sarà necessario eseguire alcune regolazioni.
TERMOFORMATURA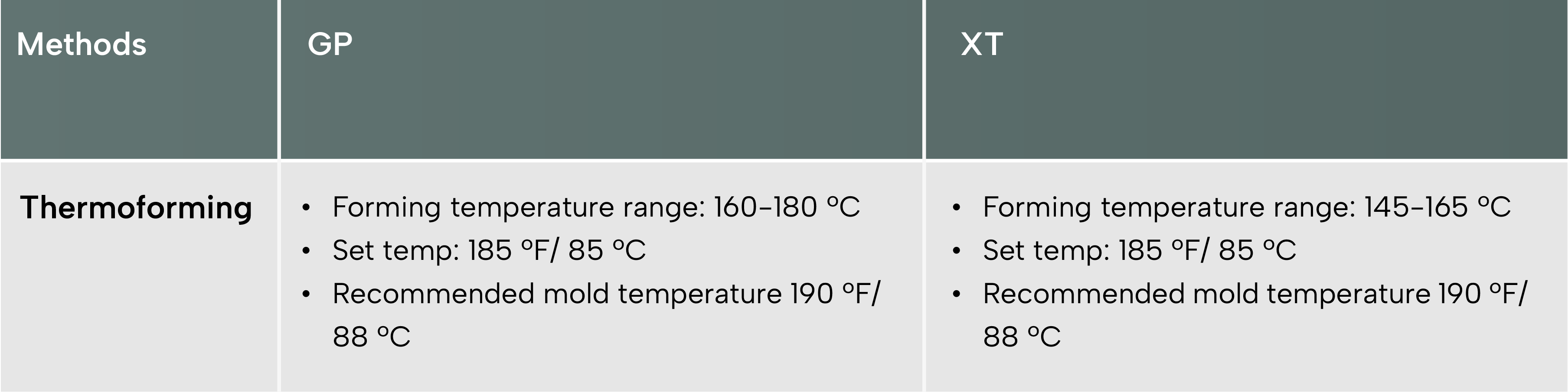
Cara lain untuk membentuk ASTARIGLAS® adalah dengan thermoforming. Ini adalah proses pembuatan di mana lembaran plastik dipanaskan hingga suhu pembentukan yang lentur, dibentuk menjadi bentuk tertentu dalam cetakan, dan dbentuk untuk membuat produk yang dapat digunakan. Suhu lembaran sangat penting. Jika tidak cukup panas, lembaran tidak akan terbentuk dengan baik, terlalu panas dan akrilik lebih mudah menggumpal. Temperatur cetakan juga penting untuk pembentukan bagian yang baik, dan untuk memberikan pendinginan bertahap guna meminimalkan tekanan dan retak Ketika ASTARIGLAS® pertama kali dipanaskan hingga suhu thermoforming, ASTARIGLAS® menyusut menjadi 2% lebih kecil setelah pendinginan baik panjang maupun lebarnya dan sekitar 4% lebih tebal. Jika lembaran kemudian dipanaskan kembali, tidak ada perubahan lebih lanjut yang terjadi. Harus ada beberapa penyesuaian dan kelonggaran saat memotong ASTARIGLAS® sesuai ukuran sebelum thermoforming.
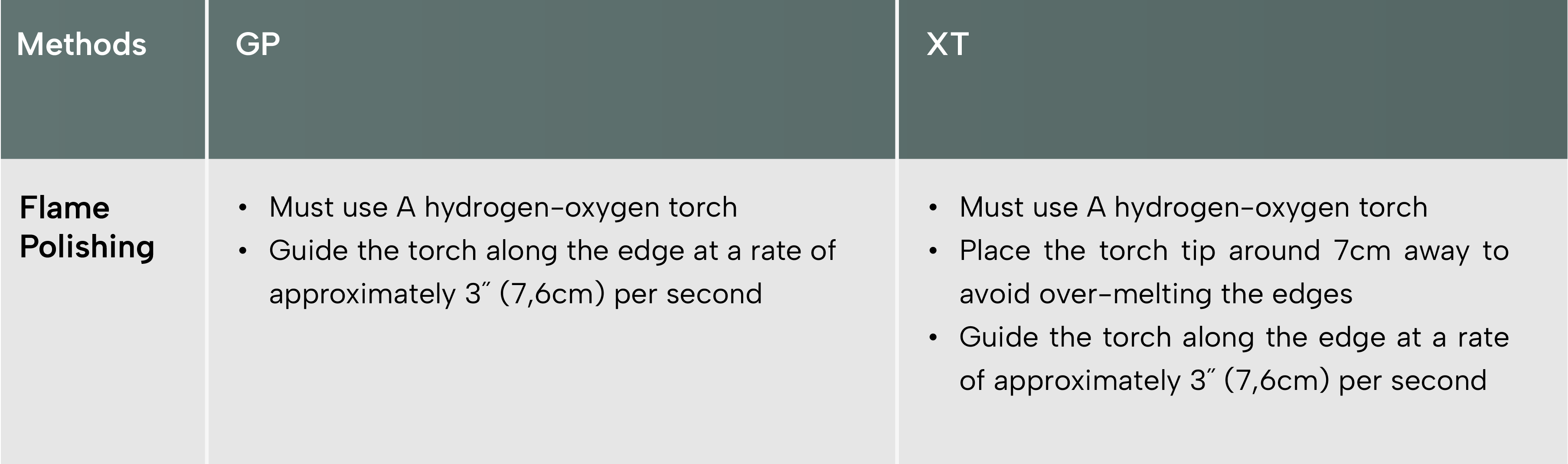
La finitura delle lastre ASTARIGLAS® può essere ottenuta lucidando una superficie acrilica trattata. Esistono diversi passaggi per lucidare o lustrare la superficie delle lastre ASTARIGLAS®:
La lucidatura del bordo delle lastre ASTARIGLAS® utilizzando la ruota di lucidatura segue lo stesso processo di lucidatura della superficie della lastra di acrilico. In un primo momento, i bordi devono essere levigati prima di utilizzare le ruote di lucidatura.
La lucidatura a diamante delle lastre ASTARIGLAS® contribuirà ad ottenere un bordo lucido di alta qualità.
I bordi delle lastre di acrilico sono spostate lungo diamanti taglienti con una rapido movimento rotatorio. Il risultato sarà così ottimale da poter essere messo a confronto con le superfici fuse. Il metodo non è molto costoso. È adatto a grandi lotti.
Solo bordi dritti e inclinati.
È possibile utilizzare la soluzione a base di sapone per rimuovere qualsiasi residuo di sporco, olio o grasso.